一、车载储氢技术多元化,高压气态储氢是主流路径
1.1、车载储氢技术是燃料电池重点突破环节
氢能的使用主要包括氢的生产、储存和运输、应用等方面,而决定氢能应用关键的是安全高效的氢能储运技术。氢燃料电池车需要满足高效、安全、低成本等要求。氢气储存技术滞后限制了氢能源在各类交通工具上大规模应用,车载储氢技术的改进是未来氢燃料电池车发展的重点突破环节。
燃料电池车解剖图
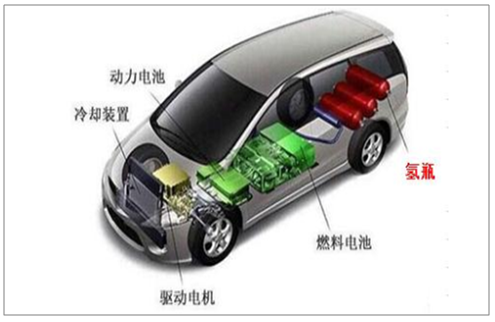
数据来源:公开资料整理
目前,氢燃料电池车车载储氢技术主要包括高压气态储氢、低温液态储氢、高压低温液态储氢、金属氢化物储氢及有机液体储氢等。35MPa气态储氢主要应用于商用车,如城市公交车、物流车、团体班车;70MPa气态储氢应用于乘用车;液态储氢主要应用于军事领域,民用推广需要技术突破。
(1)从技术成熟方面分析,高压气态储氢最成熟、成本最低,是现阶段主要应用的储氢技术,在行驶里程、行驶速度及加注时间等方面均能与柴汽油车相媲美,但如果对氢燃料电池汽车有更高要求时,该技术不适用;
(2)从质量储氢密度分析,液态储氢、有机液体储氢的质量储氢密度最高,能达到DOE的标准,但两种技术均存在成本高等问题,且操作、安全性等较之气态储氢要差;
(3)从成本方面分析,液态储氢、金属氢化物储氢及有机液体储氢成本均较高,目前不适合推广。
不同氢气储运技术应用领域
储氢方式 | 质量储氢密度 (wt%) | 体积储氢密度 (g/L) | 优点 | 缺点 | 应用领域 |
高压气态储氢 | 4.0-5.7 | 39 | 技术成熟,成本低 | 质量储氢密度低 | 车用、化工、运输 |
低温液态储氢 | >5.7 | 70 | 质量储氢密度高 | 易挥发,成本高 | 航天、电子、运输 |
金属氢化物储氢 | 2-4.5 | 50 | 安全,操作条件易实现 | 成本高,质量储氢密度低 | 军用(潜艇、船舶) |
有机液体储氢 | >5.7 | 60 | 质量储氢密度高 | 成本高,操作条件苛刻 | 车用、运输 |
数据来源:公开资料整理
1.2、高压气态车载储氢已达可使用状态
(一)高压气态储氢是一种最常见、应用最广泛的储氢方式,其利用气瓶作为储存容器,通过高压压缩方式储存气态氢。其优点是成本低、能耗相对小,可以通过减压阀调节氢气释放速度,充放气速度快,动态响应好,能在瞬间开关氢气。
安全性方面,当温度传感器感应到外界温度远高于正常温度时(一般超过100℃时),会自动打开阀门快速释放瓶内所有气体。
根据应用方式的不同,高压气态储氢分为车用高压气态储氢和固定式高压气态储氢。
车载氢系统是燃料电池汽车的重要部件,由储氢瓶及辅助系统(BOP)两部分组成。随着生产量的扩大,单位成本将在规模优势下逐步下降。从表中可以发现:
1)储氢瓶成本结构中,湿法缠绕(碳纤维外层覆盖)占比接近90%;
2)辅助系统成本结构中,组装费用占比极低;
3)如果生产规模由1万套/年提升至50万套/年,车载氢系统总成本将下降38%,其中储氢瓶与辅助系统成本下降幅度分别为20%/64%;碳纤维成本占比由45%上升至62%,成为影响最大的成本要素;
车载氢系统成本
项目 | 生产规模 | ||||
1万套 | 3万套 | 8万套 | 10万套 | 50万套 | |
吹制加工 | 51.38 | 27.6 | 20.16 | 19.27 | 17.84 |
退火处理 | 31.4 | 11.39 | 5.78 | 7.74 | 5.65 |
湿法缠绕 | 2192.19 | 2187.45 | 2030.42 | 1934.75 | 1877.09 |
B固化 | 16.59 | 5.16 | 4.23 | 4.79 | 4.34 |
瓶肩泡沫 | 16 | 12.28 | 11.12 | 10.98 | 10.76 |
加压 | 63.95 | 12.09 | 6.94 | 8.79 | 7.31 |
阀座 | 35.68 | 28.9 | 25.91 | 25.21 | 24.9 |
液压实验 | 14.92 | 8.76 | 7.99 | 7.52 | 7.52 |
填充压注测试 | 52.68 | 21.17 | 17.23 | 14.86 | 14.86 |
储氢瓶成本合计 | 2474.79 | 2314.8 | 2129.78 | 2033.91 | 1970.27 |
辅助系统 | 1804.23 | 1264.37 | 997.47 | 935.88 | 650.62 |
系统组装 | 10.47 | 9.61 | 9.5 | 9.44 | 9.33 |
辅助系统成本合计 | 1814.7 | 1273.98 | 1006.97 | 945.32 | 659.95 |
车载氢系统总成本 | 4289.49 | 3588.78 | 3136.75 | 2979.23 | 2630.22 |
数据来源:公开资料整理
车载氢系统成本(50万套/年)
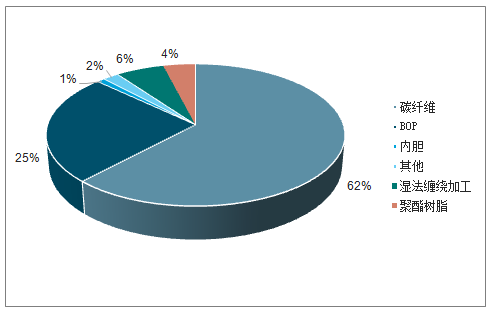
数据来源:公开资料整理
车载氢系统成本(1万套/年)
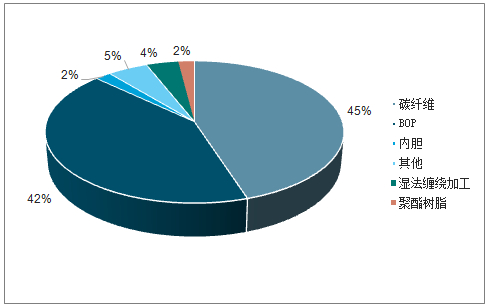
数据来源:公开资料整理
金属内胆碳纤维全缠绕气瓶(III型):以6061铝合金为内胆外面全缠绕碳纤维,我国已开发35MPa和70MPa。其中35MPa已被广泛用于氢燃料电池汽车,70MPa正逐步推广。沈阳斯林达“70MPa高压气态储氢系统关键技术及应用”项目获得了国家教育部科技进步一等奖。
金属内胆碳纤维全缠绕气瓶(III型)常见型号
型号 | 容积(L) | 重量(Kg) | 外径(mm) | 长度(mm) | 压力(MPa) |
1 | 28 | 17 | 280 | 720 | 35 |
2 | 74 | 38 | 400 | 890 | 35 |
3 | 128 | 70 | 400 | 1464 | 35 |
4 | 145 | 77 | 381 | 1800 | 35 |
5 | 52 | 52 | 394 | 860 | 70 |
数据来源:公开资料整理
(2)固定式高压气态储氢
固定式高压气态储氢主要应用在固定场所,如制氢厂、加氢站以及其他需要储存高压氢气的地方。目前主要使用大直径储氢长管和钢带错绕式储氢罐来储氢。
大直径储氢长管:石家庄安瑞科气体机械有限公司2002年在国内率先研制成功20/25MPa大容积储氢长管,并应用于大规模氢气运输。长管气瓶材料为铬钼钢4130X,强度高,具有良好的抗氢脆能力。
钢带错绕式储氢罐:钢带错绕式储氢罐目前有45Mpa和98Mpa两种型号,如浙大与巨化集团制造生产的两台国内最高压力等级98MPa立式高压储罐,安装在江苏常熟丰田加氢站中。
加氢站固定投资结构
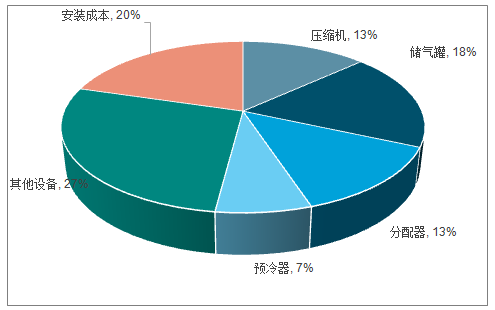
数据来源:公开资料整理
加氢站的压缩机、储气罐规模经济性显著
加氢站项目 | 10个/年 | 100个/年 |
压缩机 | 145 | 46 |
储气罐 | 320 | 176 |
分配器 | 87 | 82 |
预冷器 | 120 | 96 |
其他设备 | 450 | 400 |
安装成本 | 408 | 408 |
总投资成本 | 1530 | 1208 |
数据来源:公开资料整理
1.3、其他车载储氢方式尚不成熟
1.3.1、有机液体储氢
有机液体储氢技术借助某些烯烃、炔烃或芳香烃等储氢剂和氢气产生可逆反应实现加氢和脱氢。与常见的高压气态储氢、低温液态储氢、固体储氢材料储氢相比,有机液体储氢具有以下特点:
1)反应过程可逆,储氢密度高;
2)氢载体储运安全方便,适合长距离运输;
3)可利用现有汽油输送管道、加油站等基础设施。
主要有机液体储氢介质
储氢介质 | 熔点/℃ | 沸点/℃ | 理论储氢量/% |
环乙烷 | 6.5 | 80.7 | 7.19 |
甲基环乙烷 | -126.6 | 101 | 6.18 |
反式-十氢化萘 | -30.4 | 185 | 7.29 |
咔唑 | 244.8 | 355 | 6.7 |
乙基咔唑 | 68 | 190 | 5.8 |
数据来源:公开资料整理
氢阳能源“氢油”与汽油、柴油主要安全数据对比
材料 | 闪点/℃ | 熔点/℃ | 沸点/℃ |
氢阳液态游记储氢材料 | >150 | -20 | >300 |
汽油 | -50~-20 | <-60 | 30~205 |
柴油 | >55 | -50~-10 | 180~370 |
数据来源:公开资料整理
1.3.2、低温液态储氢
低温液态储氢技术是将氢气压缩后冷却到-252℃以下,使之液化并存放在绝热真空储存器中。与高压气态储氢相比,低温液态储氢的质量和体积的储氢密度都有大幅度提高,通常低温液态储氢密度可以达到5.7%。仅从质量和体积储氢密度分析,运输能力是高压气态氢气运输的十倍以上。
1.3.3、金属氢化物储氢
金属氢化物储氢适用于对重量不敏感领域,该技术利用过渡金属或稀土材料与氢反应,以金属氢化物形式吸附氢,然后加热氢化物释放氢。
合金储氢材料的储氢性能
合金 | 放氢温度 /℃ | 压力 /MP | 质量储氢密度 % |
LaNi5 | 22 | 0.1 | 1.37 |
FeTi | 60 | 0.5 | 1.89 |
Mg2Ni | -18 | 0.1 | 3.59 |
CeNi4Zr | 20-60 | 3.2 | 4 |
CeNi4Cr | 20-60 | 3.1 | 4.3 |
LaNi4.5Sn0.5 | 25 | 0.75 | 0.95 |
Zr0.9Ti0.1Cr0.8Ni0.4 | 100 | 0.1 | 2 |
Ti0.5V0.5Mn | -13 | 35 | 1.9 |
Ti0.47V0.46Mn | 33 | 12 | 1.53 |
Ml0.8Ca0.2Ni5 | 20 | 30 | 1.6 |
数据来源:公开资料整理
二、高压气态储氢应用依赖于车载氢瓶技术
2.1、我国气瓶制造技术与国际存在一定差距
当前阶段上述各种储氢技术均已经在车载中应用,我国与世界先进国家相比仍然存在一定差距:
(1)国内IV型瓶研发滞后。国外乘用车已经开始使用质量更轻、成本更低、质量储氢密度更高的IV型瓶,而中国IV型瓶还处于研发阶段,成熟产品只有35MPa和70MPaIII型瓶,其中70MPaIII型瓶在乘用车样车上应用。
IV型与III型瓶国内外使用现状
类型 | 国内 | 国外 | 主要企业 |
III | III型瓶是我国发展的重点,已开发35MPa和70MPa,技术和产品成熟,其中35MPa已被广泛应用于氢燃料电池车,70MPa刚开始推广 | 技术成熟,但车用主要以IV为主 | 科泰克、天海、中材、斯林达、富瑞特装 |
IV | 处于研发阶段,面临工艺落后、碳纤维、数值性能差、标准缺失问题 | 已研制成功多种型号规格的纤维全缠绕高压储氢气瓶,其高压储氢瓶涉及制造技术领先 | Hexagon、Quantum、通用、丰田、Dynetek |
数据来源:公开资料整理
(2)碳纤维依赖进口。中国制造的III型瓶的主要原材料为碳纤维,由于研发起步晚、原材料性能差等原因,国产碳纤维还不能满足车用储氢瓶的要求,主要依赖进口。
(3)液氢储罐汽车应用发展缓慢。国外液氢储罐已在汽车上应用,而中国还未实现。通用汽车、福特汽车、宝马汽车等都推出了使用车载液氢储罐供氢的概念车,而中国可以自行生产液氢,但尚未将其应用于车载氢系统。
国内外储氢瓶性能参数对比
国别 | 生产公司 | 型号 | 容积/L | 质量/Kg | 压力/Mpa | 质量储氢密度% |
挪威 | Hexagon | IV | 64 | 43 | 70 | 6 |
日本 | 丰田 | IV | 60 | 42.8 | 70 | 5.7 |
中国 | 天海工业 | III | 140 | 80 | 35 | 4.2 |
III | 165 | 88 | 35 | 4.2 | ||
III | 54 | 54 | 70 | >5.0 | ||
科泰克 | III | 140 | - | 35 | 4 | |
III | 65 | - | 70 | >5.0 | ||
斯林达 | III | 128 | 67 | 35 | 4 | |
III | 52 | 52 | 70 | >5.0 | ||
中材科技 | III | 140 | 78 | 35 | 4 | |
III | 162 | 88 | 35 | 4 | ||
III | 320 | - | 35 | - |
数据来源:公开资料整理
储氢气瓶发展已有50多年的历史,从钢瓶到全复合材料气瓶的研制成功,实现了向产品结构合理、质量轻的巨大转变。近年来,70MPa储氢复合材料气瓶已经进入示范使用阶段。国外从事复合材料氢气瓶研发与生产代表性企业和科研机构有美国Quantum公司、美国通用汽车、美国Impco公司、加拿大Dynetek公司、法国空气化工产品公司、日本汽车研究所和日本丰田公司等
国际储氢气瓶技术研发情况
美国 | Quantum | Hy-Hauler移动加氢系统 | 普通型系统通过把储氢气瓶输送至异地现场,其工作压力一般为35MPa或70MPa;改进型系统为自带电解装置电解水制氢,同时通过高压快充技术,能够把单辆车的加注时间缩短至三分钟内 |
通用汽车 | 双层结构储氢气瓶 | 能够储存3.1kg氢气,储氢压力达到70MPa,并成功控制其体积与以往35MPa气瓶一致 | |
Impco | 超轻型Trishield储氢气瓶 | 可进行69MPa储氢,质量储氢密度为7.5% | |
法国 | 法国空气化工 | 缩短压缩过程的加氢站 | 通过一种装载复合压力容器的拖车来实现的,该拖车与氢气加注部件直接相连,这样使得氢气运输车整合成为加氢站的一部分 |
日本 | JARI | 高压储氢气瓶 | 能够承受37MPa和70MPa压力的高压储氢气瓶,但是在压力由37MPa增至70MPa时,相应的储氢气瓶能够容纳的氢仅增加了60% |
丰田 | 70MPa高压氢储存箱 | 容量为156L,储存压强增加了一倍,通过高压氢为燃料的高性能燃料电池“TOYOTAFCStack”和镍氢蓄电池两种动力源驱动。一次充氢后续航里程可达830公里,达到了以往同类车型两倍的水平 | |
加拿大 | Dynetek | 高压储氢容器 | 铝合金内胆、碳纤维/树脂基体复合增强外包层的,可进行70MPa储氢,已投入工业化生产,获得广泛应用。 |
韩国 | 现代公司 | Tucsonix燃料电池电动汽车 | 第三代燃料电池汽车,Tucsonix燃料电池电动汽车(FCEV),设置有100kW燃料电池系统和两个储氢气瓶(70MPa)。储氢气瓶充满氢气后全行程为650km,相当于汽油动力汽车,可在温度低达-25℃下启动 |
德国 | 奔驰公司 | 高压储氢容器 | 通过提高储氢气瓶的容量和储存密度,压力增至70MPa,使“续行里程”达到约400公里 |
德国 | 林德公司 | 移动加氢站 | 工作压力可达70MPa,它能够同时提供压缩氢气及液氢 |
数据来源:公开资料整理
2.2、国内以III型气瓶为主,未来需向IV型过渡
复合材料储氢气瓶由内至外包括内衬材料、过渡层、纤维缠绕层、外保护层、缓冲层。
(1)国内内衬材料多选用铝合金。储氢气瓶进行充气的周期可能较长,而氢气在高压下又具有很强的渗透性,所以氢气储罐内衬材料要有良好的阻隔功能,以保证大部分的气体能够储存于容器中。
(2)纤维缠绕层选用碳纤维作为增强材料。高强度、高模量的碳纤维材料通过缠绕成型技术而制备的复合材料气瓶不仅结构合理、重量轻,而且良好的工艺性和可设计性在储氢气瓶制备上具有广阔的应用空间。气瓶长期在充气放气条件下使用,内胆会产生疲劳裂纹,随着气瓶的使用裂纹会不断扩大,导致气瓶的失效形式表现为“未爆先漏”。
车用气瓶共分为四种类型:全金属气瓶(I型)、金属内胆纤维环向缠绕气瓶(II型)、金属内胆纤维全缠绕气瓶(III型)、非金属内胆纤维全缠绕气瓶(IV型)。I型和II型气瓶重容比较大,难以满足单位质量储氢密度要求,用于车载供氢系统并不理想。采用金属内胆的III型气瓶为我国在高压氢气瓶领域的主要研究方向。
车用气瓶性能参数比较
型号 | Ⅰ | Ⅱ | Ⅲ | Ⅳ | Ⅴ |
制作工艺 | 纯钢质金属 | 钢质内胆,纤维缠绕 | 铝内胆,纤维缠绕 | 塑料内胆,纤维缠绕 | 无内胆,纤维缠绕 |
工作压力(MPa) | 17.5-20 | 26.3-30 | 30-70 | 70以上 | 研发中 |
介质相容性 | 有氧脆;有腐蚀性 | ||||
产品重容比(Kg/L) | 0.9-1.3 | 0.6-0.95 | 0.35-1 | 0.3-0.8 | |
使用寿命 | 15年 | 15年 | 15/20年 | 15/20年 | |
储氢密度 | 14.28-17.23 | 14.28-17.23 | 40.4 | 48.8 | |
成本 | 低 | 中等 | 最高 | 高 | |
车载是否使用 | 否 | 否 | 是 | 是 | |
数据来源:公开资料整理
国内企业标准与国际标准比对
序号 | 内容 | 我国企业标准技术要求 | ISO/CD19881:2015技术要求 |
1 | 范围 | 公称工作压力35MPa,公称水容积不大于450L,许用温度-40~65℃,充装压缩氢气,设计寿命不高于15年的Ⅲ型瓶 | 用于工作压力不大70MPa,温度-40~85℃,且容积不大于1000L的车用压缩氢气瓶 |
2 | 结构型式 | 一端开口或两端开口的Ⅲ型瓶 | 分A类、B类、C类三个类别;分Ⅰ型、Ⅱ型、Ⅲ型、Ⅳ型四种气瓶 |
3 | 设计要求 | 设计寿命不高于15年,水压试验压力为1.5倍公称工作压力,最小设计爆破压力不小于3.4倍公称工作压力(玻璃纤维) | A类和C类气瓶的设计寿命在10到25年之间,B类气瓶的设计寿命为15年 |
4 | 介质 | 压缩氢气 | 压缩氢气 |
5 | 材料 | 内胆采用6061铝合金,采用挤压、冲压拉伸或旋压成型,进行固溶时效热处理;缠绕层为玻璃纤维、芳纶纤维或碳纤维;树脂采用热固性树脂或热塑性树脂 | Ⅲ型气瓶内胆采用铝合金;缠绕层为玻璃纤维、芳纶纤维或碳纤维;树脂采用热固性树脂或热塑性树脂 |
6 | 型式试验要求 | 气瓶(层间剪切强度、水压爆破试验、常温疲劳、火烧、枪击、损失容限、极限温度疲劳试验、跌落、化学腐蚀、加速应力破坏) | Ⅲ型气瓶(常温疲劳、水压爆破试验、火烧、枪击、损伤容限试验、极限温度疲劳试验、跌落、化学腐蚀试验、加速应力破坏、氢气气体循环试验) |
数据来源:公开资料整理
国内企业采用III型(金属内胆纤维全缠绕气瓶)储氢密度为3.9%,而IV型(非金属内胆纤维全缠绕气瓶)的储氢密度可以达到5.5%。通过相同外径、容积和压力(70MPa)的III型与IV型氢气瓶进行比较可以清楚发现,IV型具有低成本、小重容、轻量化的优势。
III型与IV型氢气瓶成本、重量
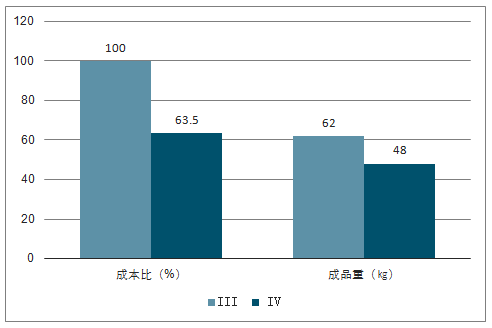
数据来源:公开资料整理
III型与IV型氢气瓶重容比
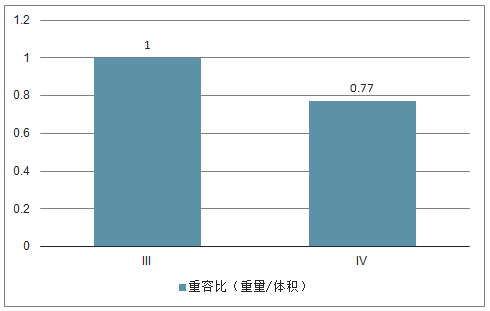
数据来源:公开资料整理
2.3、国内以35MPa气态氢为主,未来需向70MPa过渡
同等体积下,压力越大储氢量越高,车辆行驶里程就更远。现阶段国内主流氢燃料电池汽车使用的都是35MPa气态氢,欧、美、日国家则是以70MPa为主。
国内在35MPaIII型瓶有成熟产品,但是35MPa气瓶的续航里程上对比纯电动车没有优势,必须采用70MPaIII型在燃料电池乘用车上才有续航里程的优势,但是70MPaIII型瓶国内仅有个别厂家具有成熟产品。未来国内氢燃料电池汽车市场也将会升级使用70MPa压力的气态氢,关键还在于成本。
70MPa储运成本比35MPa高10%(单位:$/kgH2)
储运方式 | 2005 | 2011 | 2013 | 2015 | 2020目标 |
管道 | |||||
35MPa | 3.71 | 4.59 | 4.44 | 3.69 | 2 |
70MPa | - | 5 | 4.84 | 4.03 | 2 |
管道拖车 | |||||
35MPa | 4.62 | 3.22 | 3.16 | 2.92 | 2 |
70MPa | - | 3.59 | 3.21 | 3.31 | 2 |
长管拖车 | |||||
35MPa | 5.26 | 3.24 | 3 | 2.69 | 2 |
70MPa | - | 3.61 | 3.29 | 3.02 | 2 |
数据来源:公开资料整理
三、高端碳纤维是制造储氢瓶的核心材料
3.1、储氢瓶等压力容器是碳纤维主要下游需求之一
碳纤维是由有机纤维在高温环境下裂解碳化形成碳主链机构的无机纤维,是一种含碳量高于90%的无机纤维。按照原丝种类分类:碳纤维的原丝主要有聚丙烯腈(PAN)原丝、沥青纤维和粘胶丝,由这三大类原丝生产出的碳纤维分别称为聚丙烯腈(PAN)基碳纤维、沥青基碳纤维和粘胶基碳纤维。其中,聚丙烯腈(PAN)基碳纤维占据主流地位,2018年产量占碳纤维总量的90%以上,粘胶基碳纤维还不足1%。
聚丙烯腈(PAN)基碳纤维占碳纤维总量的90%(2018年)
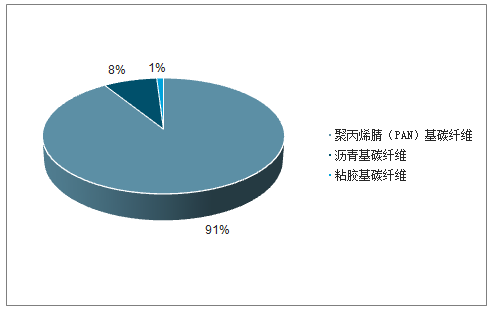
数据来源:公开资料整理
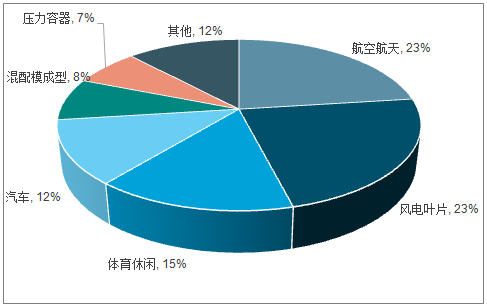
碳纤维不仅具有高强度(强度比密度)及高比刚度(模量比密度)性能,还具有耐腐蚀、耐疲劳等特性,广泛应用于国防工业以及高性能民用领域。2018年全球碳纤维需求9.26万吨,其中航空航天、风电叶片、体育休闲占比居前,分别为23%/23%15%。压力容器的碳纤维需求为6200吨,占比7%。压力容器,尤其是燃料电池所需的氢气瓶是未来的热点。日本氢能源、氢经济,极大地刺激了国内市场。为了推广氢燃料汽车,丰田公司开放了所有相关的专利,其目的是形成一个新的行业标准。
氢气瓶的核心技术,除了金属阀门及各类传感器之外,主要是外层高效、低成本碳纤维及缠绕成型。氢气瓶的外层缠绕,会对碳纤维及其复合材料产生革命性影响。若未来燃料电池车大规模推广,将极大提升碳纤维需求。汽车公司对碳纤维及复合材料工艺的成本控制将更加严苛,这将促进碳纤维低成本制备技术的进步。其次是成型效率问题,现有的湿法缠绕设备,需要在材料形态与效率上进行革命性的创新,才能满足批量氢气瓶的需求。
压力容器碳纤维需求占比7%(2018年)
数据来源:公开资料整理
完整的碳纤维产业链包含从一次能源到终端应用的完整制造过程。从石油、煤炭、天然气均可以得到丙烯,丙烯经氨氧化后得到丙烯腈,丙烯腈聚合和纺丝之后得到聚丙烯腈(PAN)原丝,再经过预氧化、低温和高温碳化后得到碳纤维,并可制成碳纤维织物和碳纤维预浸料,作为生产碳纤维复合材料的原材料;碳纤维经与树脂、陶瓷等材料结合,形成碳纤维复合材料,最后由各种成型工艺得到下游应用需要的最终产品。
碳纤维单位制配成本构成
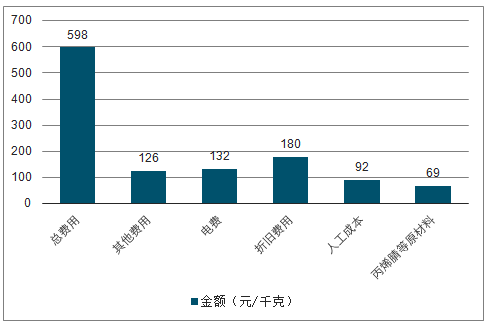
数据来源:公开资料整理
碳纤维产业链可以分为上游和下游。上游通常是指生产碳纤维专用的材料;下游通常是指生产碳纤维应用部件的产品。碳纤维产业链上游属于石油化工行业,主要通过原油炼制、裂解、氨氧化等工序获得丙烯腈。碳纤维企业通过对以丙烯腈为主的原材料进行聚合反应生成聚丙烯腈,再以其纺丝获得聚丙烯腈原丝,对原丝进行预氧化、碳化等工艺制得碳纤维,通过对碳纤维和高质量树脂加工以获得碳纤维复合材料从而满足应用需求。
碳纤维产业链

数据来源:公开资料整理
3.2、高端碳纤维制造产业被美、日垄断
碳纤维行业发展空间巨大,与其他制造业相比具有如下特点:
(1)碳纤维行业属于资本和技术密集型行业,行业壁垒高。碳纤维属于高技术密集型产品,产品质量标准高、研发周期长、资金投入大,行业壁垒高。
(2)应用领域不断拓展,潜在市场逐步成熟。碳纤维下游应用技术开发难度较高,碳纤维与树脂、上浆剂等材料之间工艺参数必须系统配合,复合材料设计与成型需要一体化,下游领域的应用开发需要较长的研发过程。加之研发投入大、生产成本高,导致碳纤维应用范围长期局限在航空航天和高端民用领域。
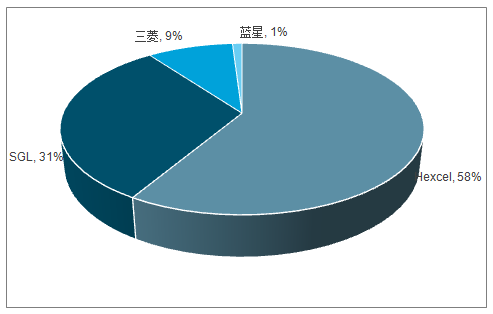
(3)日本及欧美领先企业垄断全球市场。由于碳纤维生产工艺流程复杂、研发投入巨大、研发周期较长,使得国际上真正具有研发和生产能力的碳纤维公司屈指可数。美国注重原始创新,日本擅长精细化生产,在碳纤维产业发展中各具优势。日本东丽、美国赫克塞尔垄断航空航天高性能碳纤维市场。
(4)市场和政府在行业发展中发挥重要作用。碳纤维与国防工业密不可分,市场和政府在行业发展中发挥重要作用。美国和日本采取以市场为主的模式,主要依靠大企业研发和生产,同时供应民用和国防应用领域。拉伸强度和拉伸模量是衡量碳纤维性能的两大重要指标。
日本东丽聚丙烯腈(PAN)基碳纤维牌号分类
牌号 | 拉伸强度 (MPa) | 拉伸模量 (GPa) | 断裂伸长率 (%) | 体密度 (g/cm3) |
T300-3K/12K | 3530 | 230 | 1.5 | 1.76 |
T700S-12K | 4900 | 230 | 2.1 | 1.8 |
T700G-12K | 4900 | 240 | 2 | 1.8 |
T800H-6K/12K | 5490 | 294 | 1 | 1.81 |
T800S-24K | 5880 | 294 | 2 | 1.8 |
T1000G-12K | 6370 | 294 | 2.2 | 1.8 |
T1100 | 6600 | 324 | 2 | 1.79 |
数据来源:公开资料整理
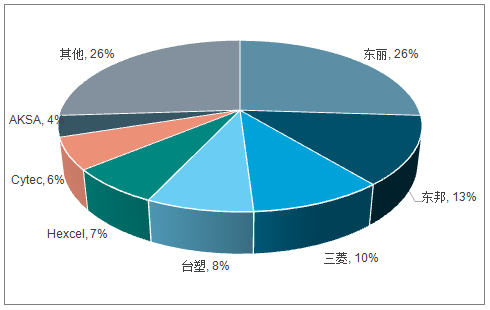
从全球碳纤维市场的份额划分看,国际碳纤维市场依然为日、美企业所垄断。
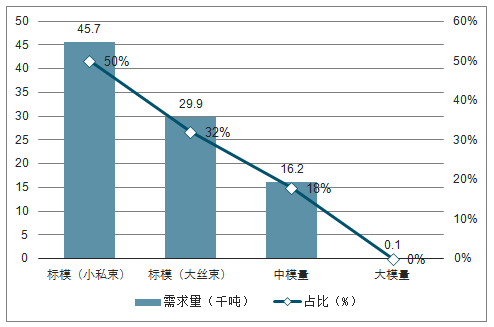
根据模量可以分为4大类碳纤维品种,包括标模(小丝束)、标模(大丝束)、中模量、大模量。其中后两种碳纤维主要应用于航天航空领域,2018年中模量1.69万吨及高模量0.12万吨的需求中,有95%以上来自波音、空客等航天公司。从产业角度来看,标模大丝束(俗称T300级别大丝束),生产难度大于标模小丝束(俗称T800级别小丝束)。
4大类碳纤维品种需求量及占比(2018年)
数据来源:公开资料整理
在小丝束碳纤维市场上,日本企业的市场份额占到全球产能的49%;在大丝束碳纤维市场上,美国企业的市场份额占到全球产能的89%。
全球小丝束碳纤维市场份额(2018年)
数据来源:公开资料整理
全球大丝束碳纤维市场份额(2018年)
数据来源:公开资料整理
3.3、我国碳纤维对外依存度超过70%,产能集中度逐步提高
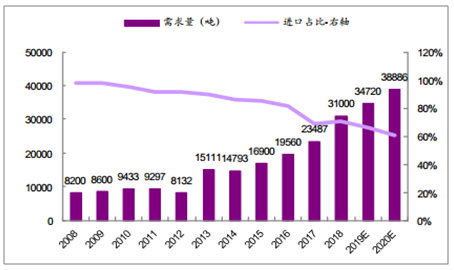
2018年中国碳纤维的总需求31000吨同比增长32%,其中进口22000吨国产9000吨,对外依存度高达71%。从历史数据看,我国碳纤维产业起步较晚,但随着技术追赶对外依存度已经由2008年的98%下降了27个百分点,进口替代趋势有望持续。
2018年国内碳纤维需求31000吨,对外依存度71%
数据来源:公开资料整理
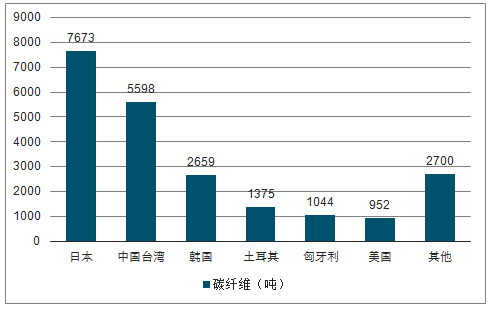
2018年中国大陆进口日本碳纤维7673吨
数据来源:公开资料整理
2018年统计全国的理论产能为26800吨,销量/产能比为33.6%,同比上年提升5.1个百分点。2018年全球销量/产能比为59.8%,我国整体销售/产能比较低,主要原因:
(1)部分老生产线缺乏运行经济效益而停产;
(2)部分生产线技术水平低,不能长期稳定运行;
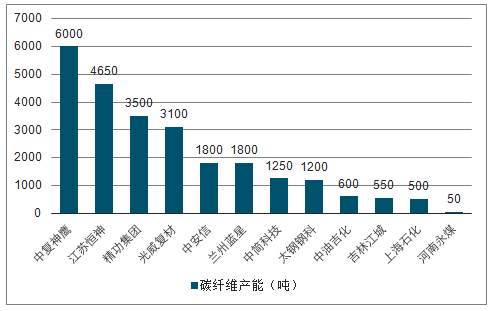
2018年,产业集中度在加速,8家千吨级碳纤维企业的理论产能已经占到全国的87%,产业集中度的趋势会越来越强:
(1)产能千吨以上:8家公司。
(2)产能在500-1000吨之间:4家公司
(3)产能在100-500吨之间:5家公司
(4)产能在100吨以下:2家公司
国内主要碳纤维企业产能(2018年)
数据来源:公开资料整理
相关报告:智研咨询发布的《2019-2025年中国氢能行业市场竞争现状及投资方向研究报告》
 智研咨询 - 精品报告
智研咨询 - 精品报告

2025-2031年中国氢能行业竞争现状及投资策略研究报告
《2025-2031年中国氢能行业竞争现状及投资策略研究报告》共八章,包含氢燃料电池汽车产业分析,中国氢能行业重点企业介绍,中国氢能源行业的发展前景等内容。















 公众号
公众号
 小程序
小程序
 微信咨询
微信咨询

![2024年中国氢能行业政策汇总、产业链发展现状及未来前景研判:基础设施建设进程加快,氢能产业发展空间广阔[图]](http://img.chyxx.com/images/2022/0408/54b870b64f647f1fc10474b02796382c9242dcfa.png?x-oss-process=style/w320)