


氢燃料电池是将燃料蕴含的化学能直接变为电能的发电装置,拥有以下特点:1)能量密度高。氢气本身的燃烧能量密度是汽油的3倍。即使是在燃料电池系统中,能量密度可达500Wh/kg,远高于锂电池水平;2)无污染。电能转换是化学反应而非燃烧,产物是水,能量转化效率可以达到60%;3)应用场景丰富。可用于交通运输、便携式设备、发电站和航空航天等领域。
一、现状
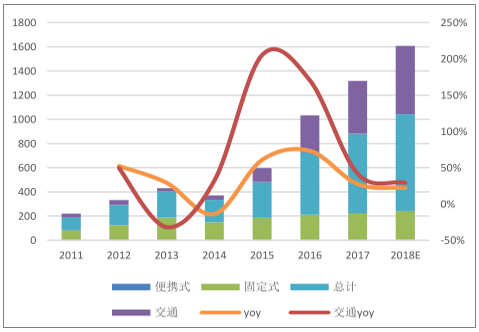
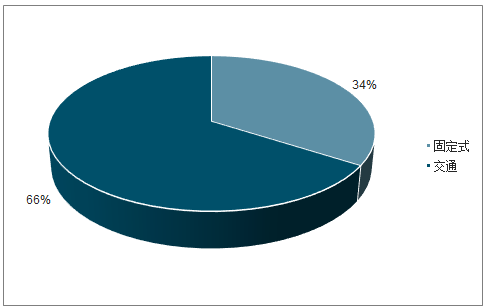
氢燃料电池本质是发电机,而非储能装置,能量储存在氢气和氧气中。氢气作为负极失去电子,氧气作为正极得到电子,通过不断消耗电极气体材料,从而在外电路产生电流。氢燃料电池下游应用广泛,任何需要产生电力的场景均可以使用。近年来交通领域的应用成为燃料电池快速增长的主要动力,2011~2017年复合增速达到1.48倍,且2017年交通领域燃料电池应用占比已达到66%,预计未来随燃电池汽车渗透率的不断升高,这一比例有望继续提升。
2011-2018年交通领域拉动燃料电池快速增长(MW)
数据来源:公开资料整理
2017年燃料电池交通领域应用占比达到66%
数据来源:公开资料整理
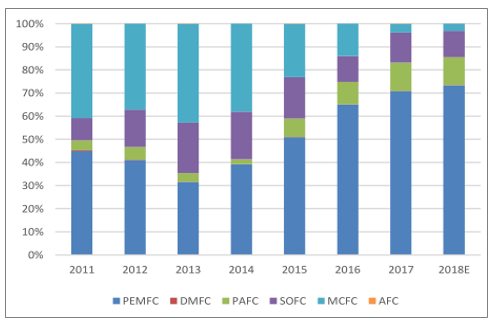
燃料电池种类多样,有碱性燃料电池、质子交换膜燃料电池、磷酸型燃料电池、熔融碳酸盐燃料电池、固体氧化物燃料电池,它们的区别主要在于燃料和电解质。其中,质子交换膜燃料电池兼具能量转化效率、工作温度、环境友好、成本降幅空间大等特性,是目前氢燃料电池的主要应用载体,2017年其渗透率已经超过70%;磷酸型燃料电池和固体氧化物燃料电池主要应用在固定式燃料电池电站以及便携式电源领域,因此依然保持一定渗透率,合计约25%。
2011-2018年质子交换膜燃料电池渗透率超过70%
数据来源:公开资料整理
成本的持续下降是近年来燃料电池快速增长的主要原因。根据调查数据测算,在年产50万套燃料电池系统情况下,燃料电池系统成本将从每千瓦53~55美元下降到2020年每千瓦40美元,未来目标成本是每千瓦30美元,降幅达到43%。
2006-2020年燃料电池成本下降迅速(美元/kW)

数据来源:公开资料整理
氢燃料电池系统主要由电堆和辅助系统构成,电堆是燃料电池的核心,是将氢能转化为电能的场所,因此决定了燃料电池的关键性能,其主要由双极板和膜电极构成;而辅助系统是燃料存放的区域,主要由储氢瓶和空压机等构成,而氢气和氧气分别来自于加氢站和空气,辅助系统进行气体过滤、除杂和加湿后将氢气和氧气送入电堆,提供燃料电池的正负极材料。
成本方面,电堆和辅助系统在燃料电池系统中占比均为49%:1)燃料电池电堆中,双极板和催化剂是成本主要来源,占比分别为30%和43%;2)辅助系统成本构成主要是空气循环、氢循环以及热管理系统,成本占比分别为43%、11%和19%。
燃料电池系统成本构成

数据来源:公开资料整理
二、政策推动
锂电池汽车已经进入后补贴时代,而燃料电池补贴强度依然较大,根据2019年补贴政策,过渡期内乘用车、轻型商用车和大中型商用车补贴上限分别为16、24、40万元/辆,过渡期后地补全面转向加氢等基础设施建设。且氢能源发展于2019年首次进入政府工作报告,按照《中国氢能产业基础设施发展蓝皮书》提出的目标,到2020年,中国燃料电池车辆要达到1万辆、加氢站数量达到100座,行业总产值达到3000亿元,行业增长空间巨大。
氢能源在一定程度上可以弥补锂电池汽车的短板:1)锂电池目前单体能量密度最高可以达到300Wh/kg,但是成组后能量密度损失在20%~40%之间。氢气能量密度远高于锂电池,其提供的续航里程可以实现汽车长途运行;2)氢燃料电池汽车在加氢站加氢仅需要3~5分钟,与燃油车补充能源时间相仿。而在目前技术水平下,锂电池汽车补充能源至少需要1个小时。当然加氢站依然需要大规模普及;3)安全性方面,由于氢气密度极小,泄露后会以极快的速度进行扩散,达不到爆炸浓度,因此即使发生氢气泄露点燃的情况,氢气也是呈现燃烧而非爆炸的状态。锂电池汽车在发生碰撞后,极片短路会产生大量的热量引燃电池材料,导致汽车火焰难以扑灭。
由于燃料电池汽车对锂电池汽车在部分领域优秀的替代性,我国政府也加大对氢燃料电池汽车的推广力度,2018年燃料电池产量仅1619辆,且全部为商用车,2017年燃料电池乘用车仅有上汽集团销售一款荣威950,用于出租租赁。与锂电池“十城千辆”的推广方式相似,氢燃料电池汽车也由商用车起步,积累新能源汽车运营经验,再不断配套完善基础设施建设,降低动力系统成本,实现乘用车领域的大规模应用,完成汽车能源结构转型。
2014-2018年我国燃料电池汽车产量

数据来源:公开资料整理
燃料电池的快速推广也离不开政策支持。燃料电池汽车早在2001年就与锂电池汽车进入“863计划”,之后多次出现在国家能源转型的战略规划目标中。2016年,工信部在《中国氢能产业基础设施发展蓝皮书》中规划,到2020年,加氢站数量达到100座;燃料电池车达到10000辆;氢能轨道交通车辆达到50列;到2030年,加氢站数量达到1000座,燃料电池车辆保有量达到200万辆;到2050年,加氢站网络构建完成,燃料电池车辆保有量达到1000万辆。
到2018年乘用车按照额定功率补贴6000元/kW(上限20万元/辆),燃料电池轻型客车、货车定额补贴上限30万元/辆,大中型客车、中重型货车定额补贴上限50万元/辆,并制定了电堆额定功率技术要求,大大降低了燃料电池汽车的购置费用。
三、国产化
1、电堆
电堆是燃料电池动力系统的核心,相当于锂电池的PACK,决定了燃料电池的主要性能。其由膜电极与双极板交替层叠组合。氢气和氧气分别由双极板进入电堆,在气体扩散层分散加湿后通过质子交换膜发生电化学反应。国内电堆已经实现国产化,且寿命可以达到15000小时,与国际水平接轨。按照燃料电池汽车每日行驶6~8个小时,燃料电池电堆可以使用5~7年,基本满足运营类车辆每年2万公里运行的里程要求。国际电堆龙头是巴拉德(BLDP),其已经与超过15家巴士制造公司建立了合作关系,生产超过270万片膜电极(MEA),出货超过270MW的PEM燃料电池产品。近年来巴拉德加大了与国内企业的合作,国鸿氢能、南通泽禾、大洋电机、厦门金龙、潍柴动力先后以战略合作协议或者持股的方式与巴拉德建立深度合作关系,加快我国电堆和膜电极产品研发和技术推进的速率。
当然还有部分国内企业自主研发燃料电池电堆,如新源动力和神力科技,但是在产能规模、功率密度和耐久性方面与巴拉德还存在差距。生产工艺方面,电堆主要是材料结构件的组装,目前核心壁垒在于质子交换膜和催化剂的技术突破和成本降低。
国内电堆主流企业
项目 | 新源动力 | 神力科技 | 广东国鸿 |
技术模式 | 自主研发 | 自主研发 | 巴拉德技术引进 |
产品 | HYMOD®-300型车用燃 | SL-C系列 | 巴拉德FCvelocity-9SSL |
功率密度 | 1.13kw/L | 1.3kw/L | 1.52kw/L |
耐久性 | 5千h | 1万h | 超过2万h |
低温性能 | -10℃低温启动,-40℃储存 | -40℃储存 | -20℃到75℃ |
产能 | 1.5万kw | 6万kw | 30万kw |
客户 | 新源动力 | 亿华通 | 国鸿重塑 |
应用车型 | 轿车、荣威750燃料电池 | 商用车 | 商用车、东风物流车 |
优势 | 自主研发实力强,依托上 | 自主研发实力较强,与 | 产能最大,寿命最长,巴拉德电 |
数据来源:公开资料整理
2、膜电极
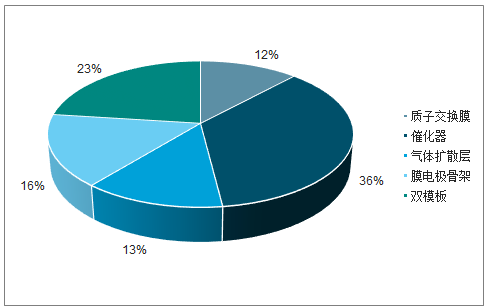
膜电极是质子交换膜燃料电池发生电化学反应的场所,相当于锂电池的电芯,其主要由质子交换膜、催化剂和气体扩散层3部分组成,成本占比超过燃料电池系统的50%。目前国内武汉理工新能源等企业已经可以自产,产品功率密度最高可达1W/cm2,Pt含量低至0.3mg/cm2,其部分产品已经出口美国、欧洲市场,自动化产线产能可达数十万片/年;广东国鸿投资约8亿元的开展膜电极项目,预计2019年实现年产10万平方米膜电极的规模,2020年实现产业化大规模发展。国外企业巴拉德可以自产膜电极供应其电堆,其他专业膜电极生产厂商如Gore、JM、3M、Toray(Greenerity)则专注于各类膜电极产品供应。
燃料电池电堆成本构成
数据来源:公开资料整理
膜电极的发展经历了气体扩散电极(gasdiffusionelectrode,GDE)、催化剂涂覆在质子交换膜上的CCM型膜电极(catalystcoatedmembrane)和有序化膜电极三代。有序化膜电极具有优良的多相传质通道,大幅度降低了膜电极中催化剂Pt的载量,并且提升了膜电极的性能和使用寿命。但是有序化膜电极还处在实验室研究阶段,面临着水管理等问题需要解决,是未来膜电极技术的主流方向,目前最可能实现商业化的低铂膜电极是第二代CCM型膜电极。
3、质子交换膜
质子交换膜是膜电极的核心,相当于锂电池的电解液和隔膜,起着隔离燃料和氧化剂及充当电解质的作用,是电池内部质子传递的导体,对电子绝缘,另外还需要对催化剂具有支撑作用,属于具有选择透过性的功能高分子膜。其需要具有以下性质:质子传导率高、化学稳定性好、热稳定性强、机械性能好、气体渗透性小、水的电渗系数小、价格低廉等性质。
按照含氟量划分,质子交换膜分为全氟、非全氟、无氟化质子交换膜以及复合膜,目前主流的质子交换膜材料是全氟磺酸树脂,市场上在售的主要有美国杜邦的Nafion系列膜(Nafion117、Nafion115、Nafion112等),比利时苏威的Aquivion膜,美国陶氏化学的XUS-B204膜,日本旭硝子的Flemion膜,日本旭化成的Aciplex膜,和日本氯工程的C膜等,国内比较出色的生产厂家有山东东岳集团,东岳DF260膜技术已经成熟并定型量产,二代规划产能20万平。
部分氟化、无氟化以及复合质子交换膜由此诞生,它们加工相对简单、价格便宜、化学稳定性好;另外,由全氟的非离子化微孔介质与全氟离子交换树脂结合制成的复合质子交换膜使原有膜的性能得到改善,同时又提高了复合膜的机械强度和尺寸稳定性。
4、催化剂
燃料电池中的阴极和阳极的反应都需要催化剂来降低其电化学电位,其中阴极还原的反应速率仍然是电堆能量密度的核心问题。目前来说Pt催化剂是最优的选择,但是Pt的价格昂贵,所以对于催化剂的研究在于如何减少金属Pt的载量以及制备多金属复合合金催化剂。
金属铂价格变化(元/克)

数据来源:公开资料整理
2017年100kW燃料电池用铂量为10~15g,这在目前来看是相对稳定的状态,随着未来技术不断进步,可能会有一定程度的下降。根据美国能源部的规划,到2020年燃料电池汽车用铂量预计会下降到0.125g/kW,一辆功率为100kW的燃料电池汽车用铂量将为12.5g,若出货量为200MW,需求量约合2.5吨。供给方面,根据英美铂金公司预测,2018年全球铂产量估计在为245~250万盎司,约合70吨,供给相对充足,即使中长期氢燃料电池汽车产销达到100万辆,粗略估计需求11吨,约占产量的16%,影响逐渐扩大。因此低铂、去铂化的催化剂是产业发展方向。
催化剂耐久性问题也值得关注。若氢气中含有硫、磷、砷等化合物杂质,可能会使得铂中毒从而失效,因此产业一边通过提高催化剂的催化活性来实现Pt用量降低,一边也在寻找替代Pt的催化剂,如钯基催化剂、非贵金属催化剂和非金属催化剂。
5、气体扩散层
气体扩散层位于膜电极的两侧,主要功能及材料要求是:1)均匀的多孔质结构,透气性能好;2)电阻率低,电子传导能力强;3)结构紧密且表面平整,减小接触电阻,提高导电性能;4)具有一定的机械强度,适当的刚性与柔性,利于电极的制作,提供长期操作条件下电极结构的稳定性;5)适当的亲水/憎水平衡,防止过多的水分阻塞孔隙而导致气体透过性能下降;6)具有化学稳定性和热稳定性;7)制造成本低,性比高。
气体扩散通道是由经过憎水处理的憎水性孔道充当,聚四氟乙烯是常用的憎水剂,而未经憎水处理的亲水性孔道充当产物水的传递通道。其性能主要取决于扩散层厚度,过厚会增加传质阻力,过薄会发生催化剂渗漏引起电堆寿命减少。
扩散材料性能对比
指标 | 碳纤维纸 | 碳纤维编制布 | 炭黑纸 |
厚度(mm) | 0.2-0.3 | 0.1-1.0 | <0.5 |
密度(g/c㎡) | 0.4-0.45 | - | 0.35 |
强度(Mpa) | 16-18 | 3000 | - |
电阻率(Ω·cm) | 0.02-0.1 | - | 0.5 |
透气性(%) | 70-80 | 60-90 | 70 |
数据来源:公开资料整理
产业化情况来看,目前日本东丽、德国SGL、巴拉德和台湾碳能公司的碳纸在机械性能和电化学、热力学方面较为优质,东丽占据了更大的市场份额,而性价比最高的是台湾碳能公司的产品,其产品专注于燃料电池领域,更贴近客户需求。国内方面安泰科技多孔钛气体扩散层产品已稳定供应全球知名综合能源供应商普拉格能源公司。
6、双极板
双极板与膜电极交替层叠组成电堆,是电堆的骨架,主要作用是:1)收集、传导电流;2)将正负极气体均匀分配到气体扩散层;3)收集并排出反应水和热量,保持电池温场均匀;4)支撑燃料电池电堆,保护膜电极。双极板的厚度应在保证机械强度的情况下尽可能薄,减少对电流和热传导的阻力。
双极板材料大致可分为3类:1)炭质材料。炭质材料包括石墨、模压炭材料及膨胀(柔性)石墨。传统双极板采用致密石墨,经机械加工制成气体流道。石墨双极板化学性质稳定,与MEA之间接触电阻小;2)金属材料。铝,镍,钛及不锈钢等金属材料可用于制作双极板。金属双极板易加工,成本低,厚度薄,热导和电导效果好,电池的体积比功率与比能量高;3)复合材料。在常用的各种双极板材料中,石墨材料的接触电阻最小,金属材料易加工,且机械强度高,但表面形成的氧化物会增加接触面积电阻,复合材料可以较好结合两者优点。
金属双极板是未来发展的重要方向,其功率密度可以达到3~5kW/L,有助于提升电堆功率密度,目前金属双极板主要供应商有瑞典Cellimpact、德国Dana、德国Grabener、美国treadstone等。国内上海治臻新能源装备有限公司已经开发了包括氢空/氢氧、空冷/水冷等适用于各种环境的多款量产金属双极板;安泰科技钛双极板2018年已实现量产,已向巴拉德供货。
7、空压机
典型的燃料电池空气供应系统由空气过滤器、空压机、电机、中冷器、增湿器和膨胀机等组成。其中,空压机由电机和膨胀机共同驱动。空气压缩机可让气体压力提升至原来外界环境压力的2到4倍,从而提升电堆的反应速度。但空压机的寄生功耗很大,约占燃料电池辅助功耗的80%,其性能直接影响燃料电池系统的效率、紧凑性和水平衡特性。
燃料电池空压机需要满足:1)无油。润滑油会使电堆发生中毒,因此空压机需要采用水润滑轴承或空气轴承;2)高效。空压机的寄生功率巨大,其效率直接影响着燃料电池系统的性能;3)小型化和低成本。燃料电池受其功率密度和成本的限制,小型化和低成本有助于燃料电池汽车的产业化;4)低噪声。空压机是燃料电池系统最大的噪声源之一,空压机的噪声必须被控制;5)喘振线在小流量区。可以实现燃料电池在小流量高压比工况下高效地运行;6)良好的动态响应能力。当需求功率发生变化时,空气流量和压力需进行无延迟地进行调整,以跟踪输出功率的变化。
不同类型空压机性能比较
空压机类型 | 涡轮增压 | 电动增压 | 罗茨式 | 螺杆式 | 涡旋式 | 滑片式 | 离心式 |
体积 | 0 | - | - | 0/ | - | - | - |
质量 | 0 | 0/- | - | - | - | - | 0 |
转动惯性 | - | - | 高 | 中等 | 低 | - | 低 |
振动 | 0 | 0 | 0 | 0 | - | - | 0 |
内增压比 | - | - | NO | YES | YES | YES | - |
温升 | 0 | 0 | - | - | 0/- | 0 | 0 |
背压 | YES | YES | NO | NO | NO | NO | NO |
功率 | NO | - | - | - | 0 | - | 0 |
噪声 | 0 | 0/- | - | - | - | - | 0 |
压比 | 3-3.5 | 3-3.5 | 2 | 3 | 2.2 | 2 | 3-4 |
数据来源:公开资料整理
主要类型空压机优缺点对比
空压机类型 | 优点 | 缺点 |
螺杆式 | 压力和流量可以灵活调整,启停方便,安装简单 | 噪音大、体积大、质量重、价格高 |
旋涡式(包括罗茨式) | 容积量较高,且压力与气量连续可调,在宽的工况下都能达到较高的效率 | 体积和质量大 |
离心式 | 价格相对便宜,响应较快,寿命长 | 在偏离设计工况情况下性能下降严重 |
电磁式 | 质量和体积功率密度高,噪音极小 | - |
数据来源:公开资料整理
8、车载储氢瓶
前主要的储氢方式有高压气态、低温液态、固态。
通过增加氢气压力和提高容器材料的比强度,可有效提高气态储氢系统的质量储氢密度,但由于气体分子间作用力的影响,高压气态储氢的体积储氢密度较低。同时过高的氢压对储氢罐的安全性设计和成本也是一大挑战。
通过加压、降温液化氢气实现的液态储氢拥有理想的质量储氢密度和体积储氢密度,但保存液态氢对设备要求十分苛刻,且液化氢气所需能耗为氢燃烧热值的40%,能量损耗过大。
固态储氢方式将氢以原子、离子的形式存储于氢化物中,因此固态储氢材料的体积储氢密度可观,且材料吸/放氢条件温和,安全性高,但固态储氢材料的质量储氢密度不占优势。高压复合储氢罐将高压储氢技术与固态储氢材料相结合,同时拥有气态储氢与固态储氢的优势,是实现安全高密度储氢的有效途径。通过气-固复合的储氢方式,可有效提升高压储氢罐的体积储氢密度,减小储氢罐体积,降低充氢压力,提高安全性。而发展在高压条件下具有良好充/放氢特性的储氢材料是提升高压复合储氢罐性能的关键。
目前车载氢能均以铝合金内胆碳纤维缠绕的高压储氢瓶进行存储,氢气也多以高压气态随车辆行驶,国内35MPa储氢瓶已经商业化应用,但是携带氢量相对较少,储氢质量占总运输质量接近5%。储氢罐一般由三层组成:内部是塑料内胆,用于封存氢气;中间层是碳纤维强化树脂,保证整个储氢瓶的耐压强度;外层是玻璃纤维强化树脂层,保护储氢瓶防止外力破坏。
成本方面,储氢罐的成本主要集中在外部缠绕用的碳纤维上,占比近60%,目前使用的级别是T800,国内主要从日本东丽进口,东丽在碳纤维市场份额占比超过80%;国内企业碳纤维仅有百吨级量产能力,产能扩大进行进口替代是目前降低成本的最便捷方式。
相比于锂电池汽车,氢燃料电池汽车在续航、载重、长途运输、能源快速补给方面拥有较大优势,有望成为长途交通运输市场中的核心运输工具。按照《中国氢能产业基础设施发展蓝皮书》提出的目标,到2020年,中国燃料电池车辆要达到1万辆、加氢站数量达到100座,行业总产值达到3000亿元,行业增长空间巨大。
相关报告:智研咨询发布的《2019-2025年中国氢燃料电池市场专项调查及发展趋势分析报告》
 智研咨询 - 精品报告
智研咨询 - 精品报告

2024-2030年中国氢燃料电池行业市场供需态势及发展趋向研判报告
《2024-2030年中国氢燃料电池行业市场供需态势及发展趋向研判报告 》共八章,包含氢燃料电池行业细分产品市场分析,中国氢燃料电池行业重点企业分析,中国氢能源电池行业投资前景及策略分析等内容。















 公众号
公众号
 小程序
小程序
 微信咨询
微信咨询
![热点聚焦∣2023年中国氢燃料电池产业发展现状:氢燃料电池系统装机量不断上升,行业市场前景十分广阔[图]](http://img.chyxx.com/images/2022/0408/1ba88a0bac4b4a65439b806124f6fc0f4ab03cad.png?x-oss-process=style/w320)
![2023年中国氢燃料电池行业竞争格局及重点企业分析:行业市场集中度较高,企业加大研发投入促进产品更新迭代[图]](http://img.chyxx.com/images/2022/0330/b388a599ab8b82a70e79838a8b0d600efa11727f.png?x-oss-process=style/w320)


